端子压接作业是线束加工中一个重要的工序,在整个行业内,在这个工序出现加工不良的情况是比较高的。只有提升端子压接作业的良品率,才能够大幅提升线束加工的产能,提升线束加工的效率和质量。那么自动端子机故障压接端子不良的原因有哪些?
下面列出端子压接作业中主要的不良现象,并分析了不良现象的常见原因:
一、端子扭曲变形不良
表现形式:
1.端子横向弯曲变形的现象;
2.端子轴向扭曲变形现象。
不良原因:
1.端子未处于下刀片的正中央而发生向左/右侧倾斜的情况;
2.模具的端子移送器输送端子到打端位置时,移送器的弹簧张力太弱或太强情况下不能把端子传送到扁顶头l的正位置,发生未到达或超过的情况;
3.打端时刀片(Crimper/Anvil)磨损的情况会出现不良;
4.端子弯曲的不良是由于压接器和下刀片的中心错位导致.除此以外还会导致刀片磨损,使压着痕过深;
5.因位置调节丝的磨损导致端子送不到位引起的不良。
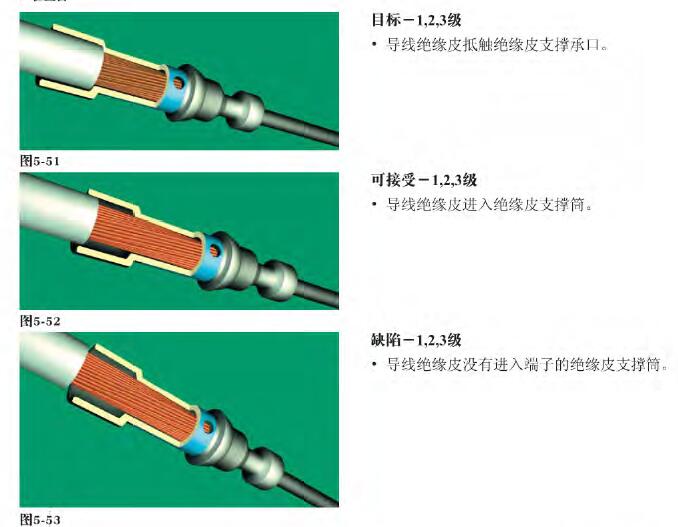
二、线材线束未组装到位不良
表现形式:
1.深打:压芯区域压到线皮;
2.深打:芯线长度过长导致端子变形;
3.浅打:外皮或芯线没有压到指定的区域;
不良原因:
1.芯线剥皮长度过长或过短;
2.压接是线材位置放置有误。
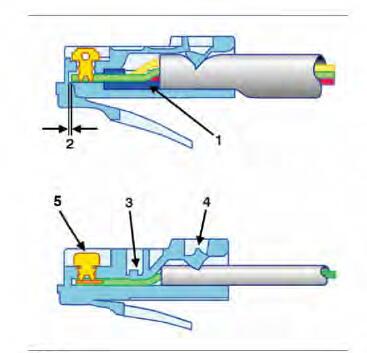
三、喇叭口不良
表现形式:
不良原因:
1.端子和压接器的位置错误喇叭口未形成或形成太大;
2.扁顶头 部比 STRIP Guide Plate 更向后,进端子偏移传送时不良现象发生;
四、切断口不良
表现形式:
不良原因:
1.端子的切断部没有处在正位置,更突出或更向里的情况下出现的不良现象.切断口不良表现在切断口太长或太短、切断面斜、划手,切断面弯曲。切断口太长时导致插盒子不到位、挂盒子。太短时导致伤端子;
2.端子切断时切断部会出现粗糙的不良现象
原因:
① 切断面被磨损的情况
② 绝缘扁顶头末端磨损的情况
③ 切断面和扁顶头有缝隙的情况
五、端子仰 &端子钩不良
表现形式:
1.端子勾是指打端时端子前端向上弯曲的现象;
2.端子仰是指打端时端子前端向下弯曲的现象。
不良原因:
1.端子未处于扁顶头的正位置;
2.扁顶头和支撑台没在正位置;
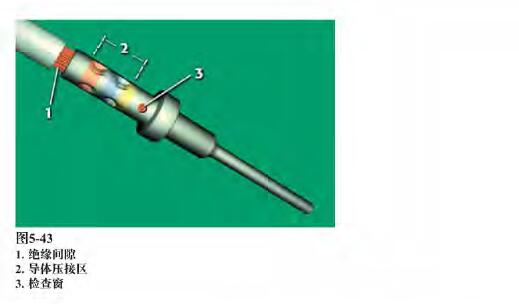
六、芯线松散的不良
表现形式:
所有线芯没有完全封闭于压接区;
不良原因:
线缆上剥下绝缘层的处理或集束过程中,芯线松散,可通过制程管控和使用半剥线改善;
七、压皮区域的不良
表现形式:
1.外刀锁口刺破绝缘层;
2.外刀锁口未完全抱住线材;
3.锁口两边不对称;
不良原因:
1,刀口不匹配;
2,调整压接高度;
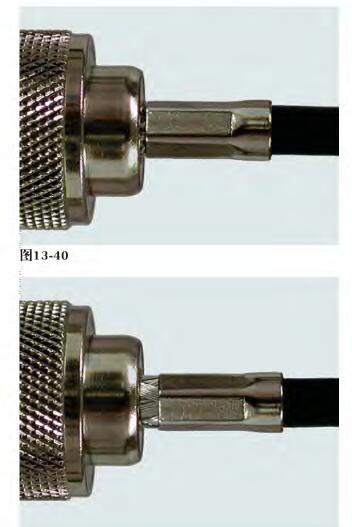
八、传送距离(Feeding)导致的不良
Feeding
距离是指为了打端到下一个端子槽的移动距离,如图:
表现形式及原因:
1.抓手不到位导致的传动不良
2.抓手被磨损导致的传动不良;
九、拉拔力NG的不良
表现形式:压接后,拉拔力测试NG(排除模具因素)
不良处理方式:调整压接高度
1.一般模具调整压接高度方法
2.Cam
类型模具调整压接高度方法
以上就是自动端子机故障压接端子不良的原因有哪些的一些介绍,并且总结了9种端子压接不良的原因和改善方法,相信大家对自动端子机出现压接不良的原因也有了一定的了解,在平时的生活中一定要做好自动端子机的保养工作,提升压接端子的效率,节省人工成本。
Copyright © 2008-2019 深圳市西米连接科技有公司 版权所有 技术支持:品牌设计

